GD&T mistakes in inspection rarely show up as wrong numbers. They show up as parts that pass the FAI report and then refuse to assemble at the customer's plant. Every pitfall below is one we have personally caught — sometimes after the parts had already shipped. Each section gives you the symptom, the root cause, and the fix you can apply on your next inspection.
§ Pitfall 1: Datum reference frame chosen by convenience
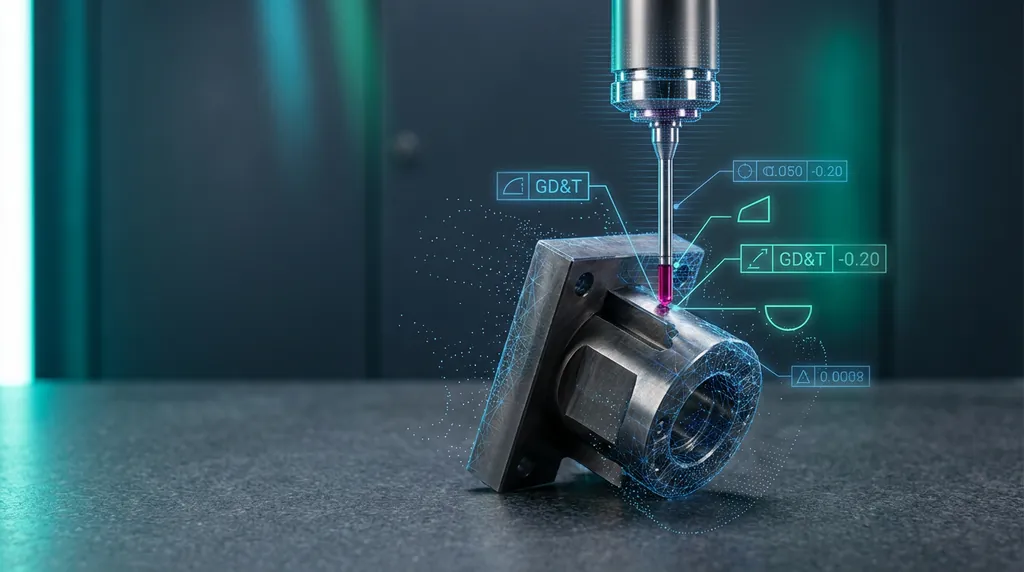
Symptom: the inspection report is green, but the assembly fixture won't seat the part. Root cause: the inspector aligned to whatever datum produced the cleanest deviation map, not to the datum reference frame the drawing actually specifies. The functional surfaces that mate to the next part in the assembly were never the reference.
Worked example: a machined housing with primary datum A on the bottom mounting face. The inspector aligned A-B-C to the top face because the top was flatter and gave a tighter fit. Position of the bolt holes reported in tolerance. At assembly, the bolt holes missed by 0.2 mm because the bottom face — the real datum A — wasn't square to the holes. Fix: align in the order the drawing specifies, even when it gives you uglier numbers. Ugly numbers are the truth.
§ Pitfall 2: Position when you mean Profile (and vice versa)
Symptom: features pass position but the surrounding surface is the wrong shape, or surfaces pass profile but holes are in the wrong place. Root cause: the inspector reports the control the drawing calls out without thinking about what is actually controlled. Position controls the location of a feature of size; profile controls the form, orientation, and location of a surface.
Worked example: a contoured cover with a bolt pattern. The drawing applies profile of a surface to the contour, position to the bolts. The inspector ran profile across the entire face — including the bolt holes — and got a green report that hid 0.3 mm of bolt-pattern drift. Fix: read the feature control frame for what it controls, not what it measures.
§ Pitfall 3: MMC and LMC modifiers ignored
Symptom: parts at the edge of the size tolerance fail position, even though every part of the same lot at nominal size passes. Root cause: the drawing applied a maximum material condition modifier to the position tolerance, which is supposed to grant a bonus tolerance as the feature departs from MMC. The inspection routine ignored the modifier and reported pure RFS position.
Worked example: a clearance hole positioned at ⌀0.2 MMC. At MMC the hole has zero bonus and 0.2 of position tolerance. At LMC (largest hole) it gets a full diameter of bonus tolerance. Reporting RFS rejects 30% of perfectly assembleable parts. Fix: every modern metrology suite supports MMC/LMC bonus calculation natively — turn it on and verify with a virtual condition gauge.
§ Pitfall 4: Surface profile used as a catch-all
Symptom: every drawing in the program uses one big profile-of-surface callout in place of individual feature controls. Inspection always passes; downstream assemblies are inconsistent. Root cause: profile of a surface is a powerful control, but applied loosely it averages out local errors that matter functionally. A cast surface can be 'in profile' overall while a single mating boss is 0.5 mm out of position.
§ Pitfall 5: Reports that hide the real story
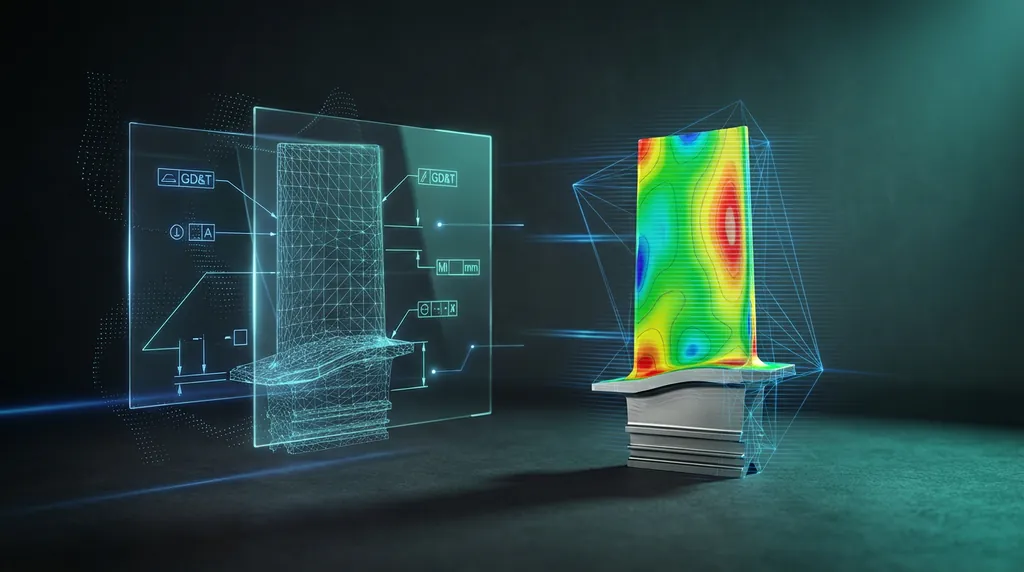
Symptom: the FAI is 12 pages of green checkboxes, and three months later a field failure traces back to a feature that was reported in tolerance. Root cause: the report shows pass/fail per characteristic but no context — no deviation map, no trend across samples, no flag on features near the tolerance limit. A feature at 95% of tolerance budget reads identically to one at 5%, until it fails.
Fix: every inspection report we issue includes three things in addition to pass/fail — a percentage of tolerance budget consumed, a deviation color map keyed to the same DRF as the report, and an explicit flag for any characteristic above 80% of budget. The report stops being a checklist and starts being a tool for engineering.
§ GD&T is a contract, not a measurement
Every pitfall above shares one root cause: treating GD&T as a set of numbers to measure instead of a contract about how parts function together. Inspection that respects the contract — even when the numbers are uglier — protects assemblies that inspection theater cannot.
Was this helpful?
Take it further
Have a part like this? Or want to learn the workflow yourself?